Does the thought of using Microsoft Dynamics 365 API for app and database integrations daunt you? Fear not, as our guide explores several approaches, including a less complicated route to achieve smooth integration without the technical overhead.

Does the thought of using Microsoft Dynamics 365 API for app and database integrations daunt you? Fear not, as our guide explores several approaches, including a less complicated route to achieve smooth integration without the technical overhead.

It is a challenge when you have 1.5 million documents that you want available from Salesforce and SharePoint…
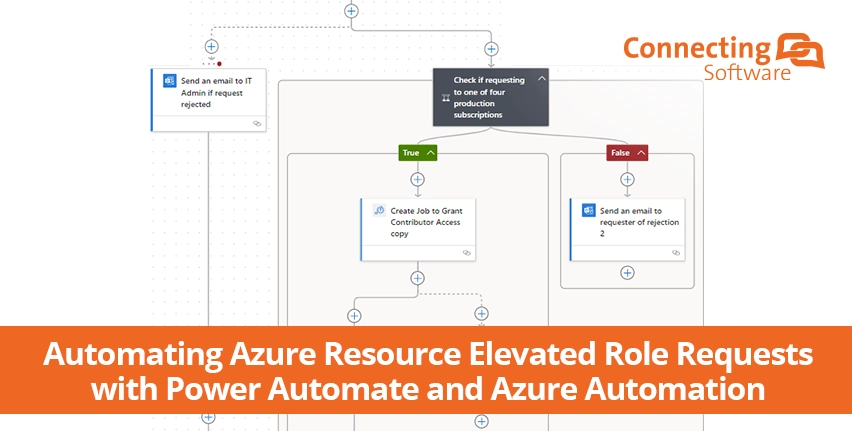
Discover how to automate Azure resource elevated role requests with Power Automate and Azure automation.

It is with immense pride that we announce that our CEO and founder is the new Honorary Consul of Austria in in the Autonomous Region of Madeira.

MSU had quite a challenge: implementing Salesforce in their University Advancement department while replacing their legacy SharePoint system from the 1990s…
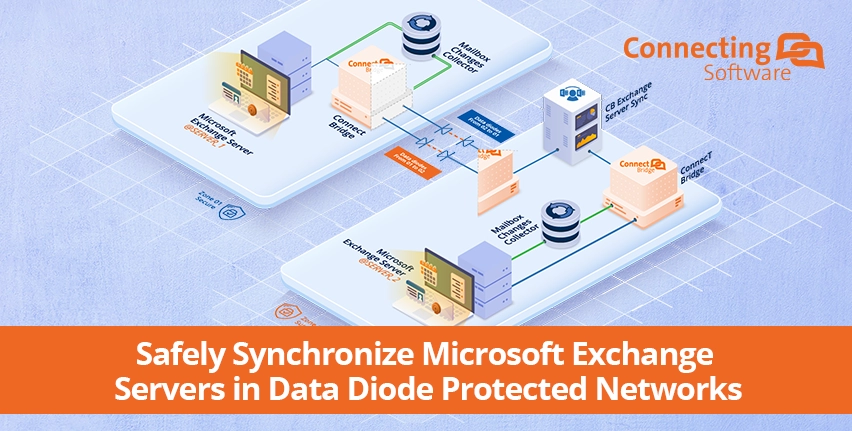
It is now possible to synchronize Microsoft Exchange Servers in separate secure zones using CB Super Secure Exchange Server over data diodes. Learn how this solution enables bidirectional sychronization.
Explore the benefits of using Salesforce Integration User licenses, in particular, when you are going for a Salesforce to SharePoint integration.

Data Privacy Day serves as a crucial reminder to prioritize the protection of our personal information. Discover essential strategies you can put into practice now and all about our commitment to Data Privacy.
If you want to sync Google calendar with Microsoft Outlook, the most reliable way is to go for server-side synchronization and involve Microsoft Exchange…